Cómo seleccionar e instalar juntas de expansión antisísmicas en redes de fluidos en Chile
Guía de ingeniería para el cálculo, selección y montaje de juntas de expansión flexibles antisísmicas bajo normativa sísmica chilena.

El Problema que Nadie Ve Hasta que el Sistema Falla
En Chile, con un promedio de 300 sismos anuales detectables y una infraestructura industrial que crece sobre suelos de alta variabilidad sísmica, las redes de conducción de fluidos rígidas representan un riesgo subestimado. Un terremoto de magnitud 6,0 puede inducir desplazamientos relativos de 30 a 80 mm entre estructuras adyacentes en cuestión de segundos.
Para el Jefe de Mantención que descubre una rotura en la línea de vapor a las 2 AM, o para el Ingeniero de Proyecto que dimensionó la red sin considerar el rango de movimiento sísmico esperado, el costo no es solo el reemplazo del componente: es la parada de producción, el derrame, el riesgo de incendio si la línea conduce fluidos inflamables, y el reporte de incidente ante la autoridad.
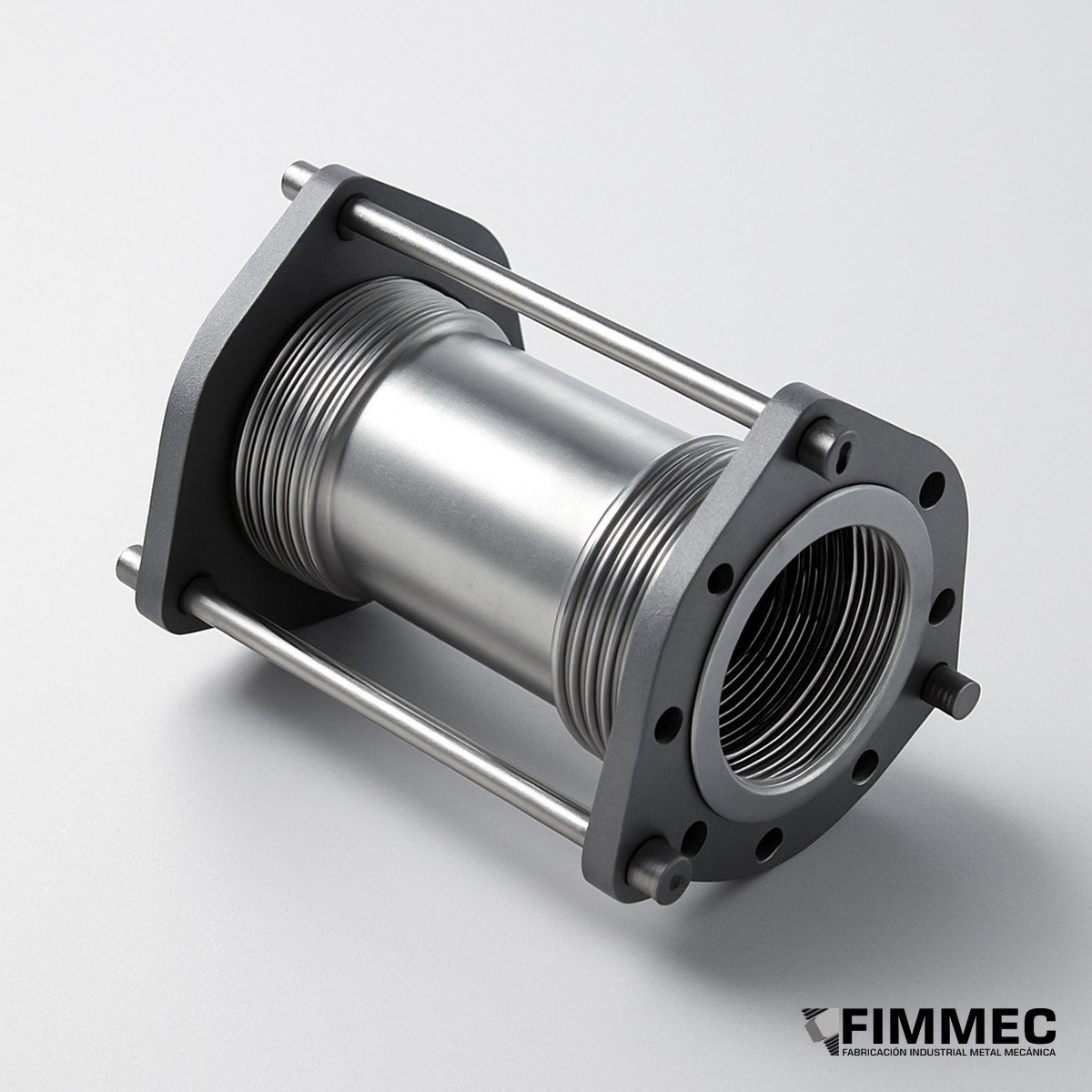
La junta de expansión antisísmica no es un accesorio. Es un componente de seguridad crítico.

Junta de expansión antisísmica flexible tipo V, diseñada para absorber desplazamientos sísmicos de 30 a 80 mm según NCh 433.
El Problema Técnico: Estrés por Deformación en Tuberías Rígidas
Una tubería metálica rígida unida entre dos estructuras independientes experimenta tres tipos de solicitación cuando ocurre un sismo o una variación térmica significativa:
- Deformación longitudinal (axial): la tubería se comprime o estira en su eje. En acero carbono, la dilatación térmica es aproximadamente 12 µm/m·°C; en una línea de 50 m de vapor a 150°C, eso representa 90 mm de movimiento libre que la red debe absorber o transmitir como carga al soporte.
- Deformación lateral (angular): el desplazamiento horizontal relativo entre anclajes provoca flexión en la tubería. Una tubería DN150 de acero Schedule 40 sin compensación puede alcanzar su límite de fluencia plástica con apenas 15 mm de desplazamiento lateral.
- Vibración mecánica: las bombas centrífugas, compresores y maquinaria rotativa transmiten vibraciones de alta frecuencia que generan fatiga en las soldaduras y en las zonas de cambio de sección.
Una junta de expansión metálica correctamente seleccionada absorbe los tres tipos de solicitación sin transmitir carga a los anclajes ni a los equipos conectados.
Junta de expansión metálica lateral para absorber desplazamiento perpendicular al eje de la tubería.
Criterios de Selección: Las 4 Variables Obligatorias
Seleccionar una junta de expansión por catálogo sin evaluar estas variables es el error más común que vemos en terreno.
1. Temperatura de Trabajo
La temperatura máxima continua del fluido determina el tipo de fuelle y el material de los extremos:
| Rango de Temperatura | Material de Fuelle Recomendado |
|---|---|
| Hasta 120°C | SS304 (AISI 304) |
| 120°C a 250°C | SS316L |
| 250°C a 400°C | SS321 o SS310 |
| Criogénico (< -50°C) | SS316L con tratamiento especial |
2. Presión de Diseño
La presión de trabajo más el golpe de ariete y los transitorios de presión determinan la cantidad de pliegues del fuelle y el espesor de la pared. Las juntas para vapor de proceso operan normalmente entre PN10 y PN40 (10 a 40 bar). Las juntas antisísmicas para líneas de agua potable en obras civiles suelen especificarse entre PN6 y PN16.
3. Compatibilidad Química del Fluido
Una junta de expansión metálica en SS304 es incompatible con fluidos clorados (como agua de mar o ciertos procesos químicos). En esos casos se requiere SS316L o revestimientos especiales. Para fluidos alimentarios o farmacéuticos, el material interior debe cumplir FDA/NSF-61.
4. Rango de Movimiento Sísmico Esperado
Este es el parámetro que con más frecuencia se omite en la especificación. Debe obtenerse del análisis sísmico de la estructura según NCh 433 o del estudio de suelo del proyecto. Los valores típicos para Chile son:
- Zona sísmica alta (Biobío, Maule): desplazamiento relativo de diseño entre 30 y 80 mm en dirección lateral.
- Zona sísmica media (Metropolitana, Valparaíso): 15 a 40 mm.
La junta seleccionada debe tener una capacidad de absorción lateral certificada superior al desplazamiento de diseño, con factor de seguridad mínimo de 1,5.
Proceso de Instalación en Terreno: 5 Pasos Críticos
Una junta mal instalada no cumple su función, aunque haya sido correctamente especificada. El proceso de montaje determina el 40% del desempeño final del componente.
Paso 1 — Verificación de la longitud libre de instalación
Antes de cortar la tubería, verifique que el espacio disponible corresponde a la longitud nominal de la junta en posición neutra (ni comprimida ni estirada). Una junta instalada con precarga inicial compromete su rango de absorción disponible en un porcentaje equivalente.
Paso 2 — Alineación de flanges ANSI/DIN
Los flanges de la junta deben quedar paralelos entre sí con una tolerancia de ±0,5° en ángulo y centrados sobre el eje de la tubería. La desalineación angular inicial es la principal causa de fatiga prematura del fuelle metálico.
Paso 3 — Instalación de los puntos fijos de anclaje
Este es el error más costoso: la junta de expansión no funciona sin puntos fijos (anclajes principales) a ambos lados del tramo donde está instalada. Sin anclajes, la presión interna empuja los extremos de la tubería y la junta queda sometida a extensión axial permanente, no a compensación de movimiento.
Los anclajes deben estar calculados para soportar la fuerza de presión sobre el área del diámetro interior más la fuerza de rigidez del fuelle multiplicada por el desplazamiento de diseño.
Paso 4 — Torque controlado de pernos
Apriete los pernos de las bridas en secuencia cruzada (estrella) y en al menos tres rondas progresivas al 30%, 70% y 100% del torque especificado. El torque final depende del diámetro del perno y del material del flange, pero para pernos ASTM A-307 en juntas DN100, el torque nominal es de 80 a 100 Nm.
Paso 5 — Prueba de presión hidráulica antes de puesta en marcha
Antes de operar el sistema, realice una prueba de presión al 1,5 veces la presión de diseño durante al menos 30 minutos. Documente la prueba con un protocolo escrito. Inspeccione visualmente los fuelles y los extremos en busca de deformación irregular o exudación.
Conclusión: En Procesos Industriales, el Error No es Opción
Una junta de expansión antisísmica correctamente especificada, instalada y certificada no es un costo: es una inversión en continuidad operacional. El costo de un incidente por falla de una línea de proceso en faena minera supera en 20 a 50 veces el valor de la junta que lo habría prevenido.
En FIMMEC diseñamos y fabricamos juntas de expansión a medida — metálicas axiales, laterales y antisísmicas — en nuestro taller de Santiago, con tiempos de entrega desde 24 horas para emergencias y respuesta técnica garantizada en menos de 2 horas hábiles para cotizaciones.
Revisa los tipos, materiales y especificaciones disponibles en nuestra página de juntas de expansión industriales, o profundiza con la guía cómo elegir una junta de expansión industrial y la comparativa junta de expansión vs. compensador de dilatación.
Equipo Técnico FIMMEC
¿NECESITAS ASESORÍA TÉCNICA?
Habla directamente con nuestro departamento de ingeniería. Respuesta en menos de 2 horas hábiles.
Iniciar Cotización Técnica